.svg)
.svg)

.png)
.png)

.svg)
.svg)
Tausende Bauteile, eine Aufnahme: Adaptive Spanntechnik für Implantate, Prothesen und OP-Instrumente mit der MATRIX FLEXSTATION
Wie sich Variantenvielfalt in der Medizintechnik – von patientenspezifischen Wirbelsäulenimplantaten bis hin zu chirurgischem Besteck – mit einer CAD-gesteuerten, programmierbaren Aufnahme abbilden lässt: ohne Vorrichtungsdschungel, ohne Wartezeiten auf neue Hardware.
Wer in der Medizintechnik fertigt, bewegt sich in einem Spannungsfeld, das fast keine andere Branche so kennt: Auf der einen Seite extrem hohe regulatorische Anforderungen an Rückverfolgbarkeit, Qualitätssicherung und Reproduzierbarkeit. Auf der anderen Seite eine Variantenvielfalt, die mit jedem Jahr wächst – getrieben durch personalisierte Medizin, neue Implantatgenerationen und immer differenziertere chirurgische Instrumente.
Der Engpass liegt dabei selten beim eigentlichen Bearbeitungsprozess. Laser, Messmaschine und Bearbeitungszentrum sind heute hochpräzise. Der Engpass ist das, was viele kaum beachten: die Werkstückaufnahme. Genauer gesagt – die Tatsache, dass für jedes Implantat, jeden Schaft, jede Knochenraspel und jedes Wirbelsäulen-Cage eine eigene, bauteilspezifische Vorrichtung konstruiert, gefertigt, eingelagert und gepflegt werden muss.
Genau hier setzt die MATRIX FLEXSTATION an: eine CAD-gesteuerte, programmierbare Spannplattform, die ihre Aufnahme aus den 3D-Daten des Bauteils automatisch ableitet – und damit hunderte bauteilspezifische Vorrichtungen durch ein einziges adaptives System ersetzt.
Herausforderung: Hunderte Geometrien, kein Spielraum für Toleranz
Ein Blick auf einen typischen Medizintechnik-Hersteller verdeutlicht die Größenordnung. ZEPF MEDICAL INSTRUMENTS – ein Anwender unseres X-SUPPORT-Systems – beschreibt in einem öffentlichen Anwenderstatement ein Produktportfolio von rund 15.000 Artikeln. Selbst wenn nur ein Bruchteil davon gleichzeitig in der aktiven Fertigung läuft, entsteht eine Variantendichte, die mit klassischer Vorrichtungstechnik kaum noch beherrschbar ist.
Typische Bauteile und ihre Eigenheiten:
- Chirurgische Instrumente. Knochenraspeln, Knochenfeilen, Pinzetten, Klemmen, Skalpellgriffe, Knochenfräser – filigran, oft gebogen, mit empfindlichen Funktionsflächen. Für die Laserbeschriftung mit UDI-Code muss jedes Teil exakt liegen, sonst verzieht sich der Data-Matrix-Code oder die thermische Belastung wandert in den falschen Bereich.
- Endoprothetik-Komponenten. Hüftschäfte, Knie-Tibiakomponenten, Femurköpfe – meist aus Titan oder CoCr, oft mit hochpolierten Gleitflächen, die keine Druckstellen vertragen. Jede Größenvariante hat eine eigene Geometrie.
- Wirbelsäulenimplantate. Pedikelschrauben, Stäbe, Bandscheiben-Cages und zunehmend patientenspezifische Wirbelkörperersätze aus dem 3D-Druck. Hier ist die Variantenvielfalt nicht mehr die Folge des Produktprogramms – sondern die des Patienten. Jeder Wirbel ist anders.
- Patientenspezifische Implantate aus dem 3D-Druck. Cranio-Maxillo-Faziale Implantate, individuelle Tumorimplantate, patientenspezifische Bohrschablonen. Die Losgröße ist hier per Definition eins – und jedes Bauteil hat eine eigene Freiformgeometrie.
Was diese Bauteile verbindet: kleine Stückzahlen, hohe Variantenvielfalt, empfindliche Oberflächen und ein nicht verhandelbarer Anspruch an Wiederholgenauigkeit. Genau die Konstellation, in der bauteilspezifische Vorrichtungen entweder zum Engpass werden – oder zum Treiber explodierender Vorrichtungslager.
Klassischer Ansatz: bauteilspezifische Vorrichtungen – und warum sie nicht mitskalieren
Der etablierte Weg in der Medizintechnik sieht in den meisten Fertigungen ähnlich aus: Für jede Bauteilfamilie – und oft für jede Größenvariante innerhalb einer Familie – wird eine eigene Aufnahme konstruiert. Sei es ein gefräster Block mit konturierten Auflagen, ein Spannprisma für Schäfte oder eine spezifische Halterung für eine bestimmte Knochenfeile.
Das funktioniert – und liefert die geforderte Wiederholgenauigkeit. Aber es skaliert schlecht:
- Engineering-Aufwand. Jede neue Variante bedeutet Konstruktion, Abstimmung, Fertigung, Erprobung. Lead Times von Wochen sind die Regel.
- Lager und Verwaltung. Hunderte bis tausende Aufnahmen müssen beschriftet, sortiert, gelagert und beim Rüsten wiedergefunden werden. In QS-Bereichen führt das häufig zu eigenen Vorrichtungslagern mit eigenem Management-Aufwand.
- Rüstzeit. Jeder Variantenwechsel kostet 2–5 Minuten – mehrfach pro Tag, jeden Tag. In der Summe ein erheblicher Stillstand.
- Designänderungen. Ein Bauteilupdate – etwa eine veränderte Pfannenform oder ein neues Anbindungsmaß – zieht eine neue Vorrichtung nach sich. Die alte wandert ins Lager oder in den Schrott.
- Patientenspezifische Bauteile. Bei Losgröße eins bricht das Modell endgültig zusammen. Für jedes Implantat eine eigene Vorrichtung zu bauen, ist wirtschaftlich nicht darstellbar.
Gerade der letzte Punkt wird zum strategischen Problem. Personalisierte Implantate sind kein Sonderfall mehr, sondern ein wachsender Bereich – und klassische Vorrichtungstechnik hat darauf keine Antwort.
Lösung: Die MATRIX FLEXSTATION – eine programmierbare Aufnahme für alle Geometrien
Die FLEXSTATION ersetzt das Prinzip „eine Vorrichtung pro Bauteil" durch ein anderes: eine Plattform, die ihre Aufnahme aus den CAD-Daten des Bauteils ableitet. Statt physische Hardware zu konstruieren, wird ein Rezept geladen. Die Pins fahren in die berechnete Position, verriegeln, und das Bauteil liegt reproduzierbar in seiner Soll-Lage.
Das Prinzip in vier Schritten:
- CAD-Daten einlesen. STEP, IGES, DXF – die FLEXSTATION arbeitet mit den gängigen Formaten.
- Setup automatisch ableiten. Die Software erkennt die Geometrie und berechnet ein passendes Pin-Layout für eine stabile, tragfähige Auflage.
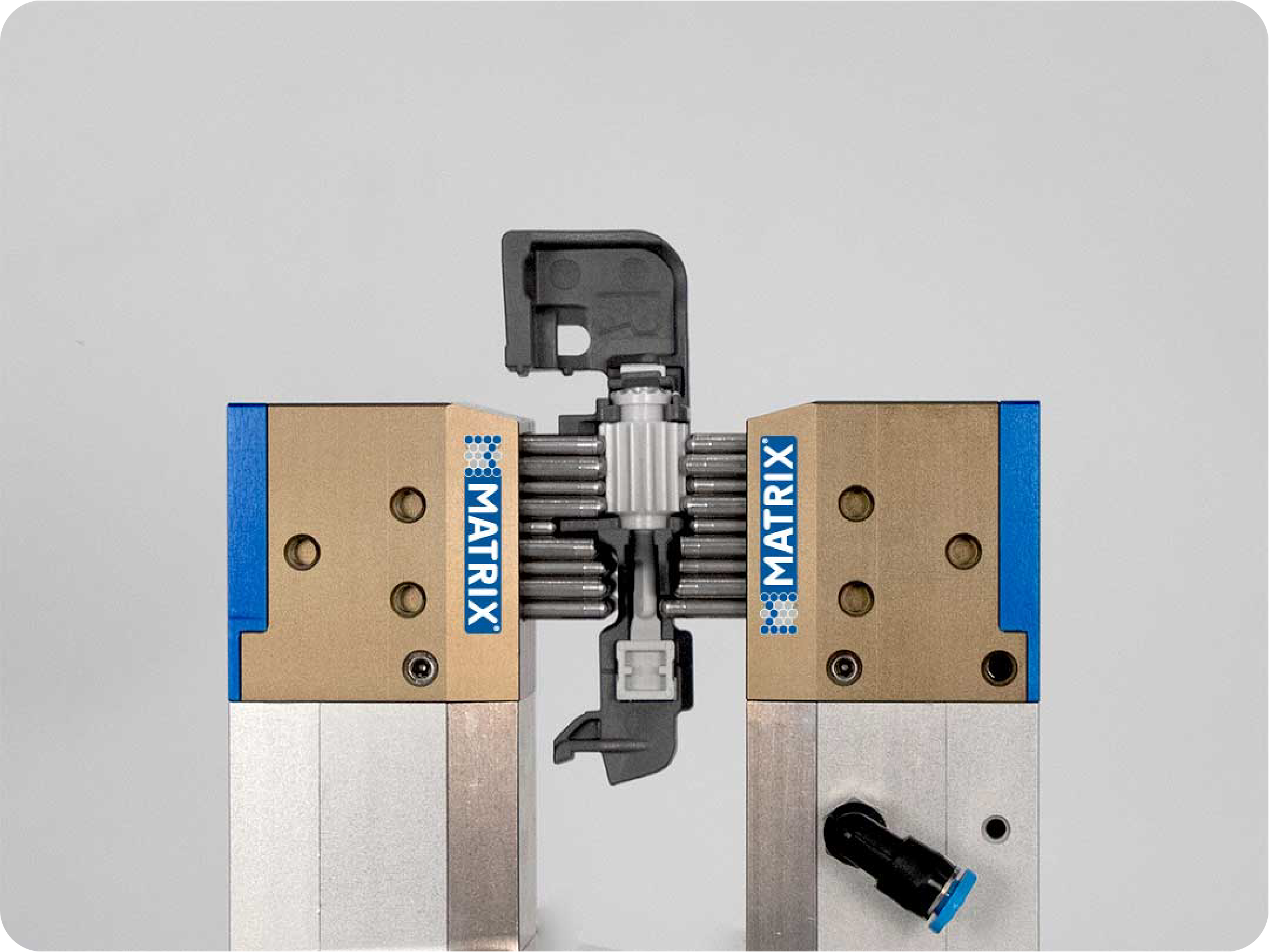
- Pin-Konfiguration einstellen. Die Stößel fahren in die berechnete Position und werden pneumatisch verriegelt. Es entsteht eine konturangepasste, formstabile Aufnahme.
- Bauteil einlegen, Prozess starten. Das Werkstück liegt in jedem Zyklus identisch – ob das nächste Bauteil derselben Variante kommt oder ein komplett anderes.
Von der CAD-Datei zur einsatzbereiten Aufnahme: in etwa 5 bis 15 Minuten. Kein Konstruktionsauftrag, kein Lieferant, kein Lager.
Für die Medizintechnik konfigurieren wir die FLEXSTATION mit besonders feinen Pins. Der Pin-Durchmesser ist innerhalb der Produktfamilie wählbar; für filigrane Bauteile wie Knochenraspeln, dünne Schäfte oder Wirbelsäulen-Komponenten kommen 3-mm-Pins zum Einsatz. Damit ist die Aufnahme fein genug für die Kontur und gleichzeitig flächig genug, um Druckstellen auf polierten Oberflächen zu vermeiden.
Drei Anwendungsbilder aus der Medizintechnik
1. Implantatfertigung: vom Hüftschaft bis zum Wirbelsäulen-Cage
Endoprothetische Komponenten und Wirbelsäulenimplantate sind das Paradebeispiel für hohe Variantenvielfalt bei gleichzeitig hohen Anforderungen an Reproduzierbarkeit und Bauteilschonung. Ein Hüftschaft existiert in einer Vielzahl von Größen, Längen und Krümmungen. Eine Knie-Tibiakomponente kommt in unterschiedlichen Größen pro anatomischer Variante. Wirbelsäulen-Cages werden in zahlreichen Höhen und Lordosewinkeln gefertigt.
Mit der FLEXSTATION wird aus jeder dieser Varianten ein Rezept. Die Aufnahme bildet die reale Kontur des Implantats ab – über die gesamte Fläche, nicht nur an zwei oder drei Stützpunkten wie bei klassischen Spannbacken. Das hat zwei Effekte: Erstens werden Druckstellen auf polierten Gleitflächen vermieden, weil sich die Kraft über viele Pins verteilt. Zweitens kompensiert die Pin-Auflage kleine Fertigungstoleranzen aus vorgelagerten Prozessen – das Bauteil liegt stabil, auch wenn es nicht der idealen CAD-Geometrie entspricht.
2. Chirurgische Instrumente: Knochenraspeln, Pinzetten, Skalpellgriffe
OP-Besteck ist filigran, oft gebogen, und trägt heute durchgängig einen UDI-Code für die Rückverfolgbarkeit. Die typische Knochenraspel etwa – mit ihrem gezahnten Arbeitsteil, dem gebogenen Schaft und dem ergonomisch geformten Griff – hat eine Geometrie, die jede starre Aufnahme zur Sonderkonstruktion macht.
In der FLEXSTATION wird das Instrument anhand seiner CAD-Daten automatisch aufgenommen. Der Schaft liegt in der Pin-Mulde, die Verzahnung des Arbeitsteils wird flächig unterstützt, ohne dass die Schneiden in Mitleidenschaft gezogen werden. Beim Variantenwechsel – etwa zur nächsten Raspelgröße – wird einfach das nächste Rezept geladen. Die Aufnahme passt sich neu an. Kein Werkzeugwechsel, keine eigene Vorrichtung.
Für die manuelle Laserbeschriftung von OP-Besteck haben wir mit dem X-SUPPORT außerdem einen pragmatischen Einstieg – ZEPF MEDICAL INSTRUMENTS nutzt das System bereits. Den Unterschied und die jeweiligen Stärken haben wir im separaten Beitrag „Laserbeschriftung variantenfähig machen" im Detail beschrieben.
3. Patientenspezifische 3D-gedruckte Implantate: Losgröße eins, ohne Sonderbau
Der spannendste Anwendungsfall ist gleichzeitig der unausweichlichste. Patientenspezifische Implantate aus dem Pulverbett – Cranio-Maxillo-Faziale Rekonstruktionen, individuelle Tumorimplantate, anatomisch angepasste Wirbelkörperersätze – sind kein Nischenthema mehr. Sie sind ein wachsender Markt. Und sie sind das Bauteilszenario, an dem klassische Vorrichtungstechnik definitiv scheitert.
Niemand baut eine Vorrichtung für ein Bauteil, das es nur einmal gibt. Mit der FLEXSTATION ist das auch nicht nötig. Das CAD-Modell, das ohnehin für den 3D-Druck existiert, wird in die FLEXSTATION geladen – und die Aufnahme für die Nachbearbeitung, Vermessung oder Beschriftung entsteht in Minuten. Losgröße eins wird zu einem normalen Setup, nicht zu einem Sonderfall. Das ist der eigentliche Paradigmenwechsel für die personalisierte Medizin.
Business Case: Was die Umstellung konkret bedeutet
Für einen mittelgroßen Medizintechnik-Hersteller mit rund 150 aktiven Bauteilvarianten in einer typischen QS-/Beschriftungsstation lässt sich der wirtschaftliche Effekt konservativ abschätzen. Die Annahmen: 8–15 Variantenwechsel pro Tag, 220 Produktionstage, eine bestehende Landschaft aus bauteilspezifischen Aufnahmen mit jährlichem Zubau.
- Wegfall bauteilspezifischer Aufnahmen (150 aktive Varianten × ca. 800–1.500 €): ca. 120.000–225.000 € (verteilt über mehrere Jahre)
- Reduzierter Engineering-Aufwand für neue Vorrichtungen (CAD-basiertes Setup): ca. 20.000–40.000 €
- Wegfall Lagerhaltung und Verwaltung der Vorrichtungsvielfalt: ca. 5.000–10.000 €
- Reduzierte Rüstzeiten (2–4 Min. × 8–15 Wechsel/Tag × 220 Tage): ca. 25.000–45.000 €
- Weniger Ausschuss durch falsche Lage oder Beschädigung empfindlicher Oberflächen: ca. 10.000–25.000 €
- Schnellere Markteinführung neuer Varianten (Time-to-Production): strategischer Hebel
→ Geschätzte Gesamtersparnis pro Linie und Jahr: 60.000–120.000 €
Hinweis: Die Werte basieren auf konservativen Annahmen für einen mittelgroßen Medizintechnik-Hersteller mit einer QS-/Beschriftungsstation. Bei mehreren Stationen, höherer Variantenvielfalt oder größeren Bauteilportfolios skaliert der Effekt entsprechend. Bei Implantatfertigern mit Tausenden aktiven Varianten – im Stil eines Anwenders wie ZEPF mit 15.000 Artikeln – multipliziert sich die Wirkung deutlich.
At least as important as direct savings, however, is an indirect lever that is harder to quantify but immediately felt in the market: the speed with which new component variants enter production. Companies that no longer wait weeks for fixtures for a new implant series, but are production-ready in minutes, also accelerate their time-to-market – a strategic advantage in a market environment with shorter product cycles and an increasing share of patient-specific solutions.
Why now is the right moment
Three current developments, each individually, argue against sticking to component-specific fixtures:
- MDR and UDI make seamless traceability mandatory. Every component requires a reproducible fixture for labeling – with an increasing number of variants.
- Personalized Medicine drives up the variety of variants. Patient-specific implants are no longer an exception.
- Automation and skilled labor shortage compel manufacturers to run processes with less manual intervention and shorter setup times.
Each of these developments shifts the focus away from hardware and towards digital setup. The FLEXSTATION is built precisely for this.
A closer look: The MATRIX product family in medical technology
The FLEXSTATION is not the only way to use MATRIX pin technology in medical technology. Our trade fair video showcases other systems we have developed for various applications – all based on the same fundamental principle of adaptive pin support, but with different degrees of automation and for different component sizes.
- BlueCLAMP (Manual) — Workshop-level inspection and assembly workstations, manual processing of small batches
- X-SUPPORT (Manual) — Manual laser marking of surgical instruments for high product diversity
- FLEX-Clamp Mini (Pneumatic) — Pick & place of delicate parts in robotic cells, pin diameter 3 mm
- FLEXSTATION (Fully automatic) — CAD-controlled fixture for implants, prostheses, and instruments with varying geometries
In practice, the systems complement each other. A typical starting scenario: A manufacturer begins with a manual X-SUPPORT for the marking station, adds a FLEX-Clamp Mini for a robotic cell with small implant components, and, in the medium term, integrates a FLEXSTATION for central quality control measurement. The system scales – and gradually eliminates the need for diverse fixtures.
Conclusion: From fixture storage to programmable fixture
The medical technology sector demonstrates how an automation challenge shifts: The challenge isn't the laser, the measuring machine, or the machining center – but accommodating the variety. Anyone currently working with hundreds or thousands of part-specific fixtures is essentially managing an analog inventory of variants in a digital production environment.
The FLEXSTATION resolves this contradiction: A single programmable system replaces the entire fixture inventory, reduces setup times to minutes, and prepares the line for any new geometry – from standard hip stems and patient-specific spinal implants to the next generation of 3D-printed components.
For companies in medical technology, this is not just a technical improvement – it's a shift in manufacturing logic: away from part-specific custom construction, towards a universal, CAD-controlled fixture that adapts, locks, and ensures process reliability.
If you are currently dealing with growing fixture inventories, long lead times for new component variants, or patient-specific implants whose fixturing is currently handled manually, it's worth taking a look at programmable clamping systems – before the next special fixture is commissioned.
Your Components, Our Fixturing
If you have specific implants, prostheses, or instruments that you currently fixture with individual devices, please contact us. Typically, within a few days, we can assess based on your CAD data which pin configuration is right for your application – and whether the FLEXSTATION, a FLEX-Clamp Mini, or an X-SUPPORT is the ideal starting point.

.svg)

.png "Footer Shadow")
