.svg)
.svg)

.png)
.png)

.svg)
.svg)
Kaum ein Bauteil wird über seinen Lebenszyklus so oft angefasst, geprüft und dokumentiert wie eine Turbinenschaufel. Vom Neuteil über mehrere Shop Visits bis zur Ausmusterung muss jede Schaufel eindeutig identifizierbar sein: Teilenummer, Seriennummer, Chargendaten – zunehmend ergänzt um maschinenlesbare Data-Matrix-Codes. Die Laserbeschriftung ist dafür der etablierte Prozess: präzise, dauerhaft, berührungslos.
Der Engpass liegt – wie so oft – nicht beim Laser, sondern davor: Wie kommt die Schaufel wiederholgenau unter den Laser? Und wie kommt sie dort auf die andere Seite, wenn beide Seiten beschriftet werden müssen? In diesem Artikel zeigen wir, wie ein Roboter mit dem adaptiven MATRIX FlexCLAMP-Greifer genau das löst: Er greift Schaufeln unterschiedlichster Geometrie, hält sie in definierter Lage unter den Laser und dreht sie für die Beschriftung der zweiten Seite – ohne Umspannen, ohne bauteilspezifische Nester, ohne Rüstzeit.
Herausforderung: Jede Schaufel anders – und viele waren schon im Einsatz
Turbinenschaufeln gehören zu den geometrisch anspruchsvollsten Serienbauteilen überhaupt. Ein einziges Großtriebwerk enthält über alle Verdichter- und Turbinenstufen hinweg tausende Einzelschaufeln in dutzenden unterschiedlichen Geometrien – von der Fan-Schaufel bis zur Niederdruckturbine. Die Bauteile unterscheiden sich unter anderem in:
- Länge, Krümmung und Verwindung des Schaufelblatts
- Fußgeometrie (z. B. Tannenbaum- oder Schwalbenschwanzprofil)
- Deckband, Kühlluftbohrungen und empfindlichen An- und Abströmkanten
- Werkstoff und Beschichtung (Titan, Nickelbasislegierungen, thermische Schutzschichten)
- Bearbeitungszustand: Neuteil – oder überholtes Bauteil aus der Instandhaltung
Der letzte Punkt wird häufig unterschätzt. In der Triebwerksüberholung (MRO) wird ein Triebwerk bis auf Einzelteilebene zerlegt. Die Schaufeln werden gereinigt und entschichtet, zerstörungsfrei geprüft, nachgearbeitet – etwa durch Schleifen, Blending oder Auftragschweißen – und anschließend neu beschichtet. Für die Beschriftung hat das zwei Konsequenzen:
- Die ursprüngliche Kennzeichnung ist weg. Nach Entschichtung und Nacharbeit ist die alte Beschriftung häufig unlesbar oder vollständig entfernt. Die Neubeschriftung ist deshalb ein fester Pflichtschritt im Overhaul-Prozess – vor dem Wiedereinbau, für jede Schaufel.
- Die Schaufel entspricht nicht mehr der Nenngeometrie. Verschleiß, Nacharbeit und neue Schichtdicken verändern die Kontur. Eine starre Aufnahme, die auf das Neuteil konstruiert wurde, passt nur noch bedingt.
Dazu kommt der Marktdruck: Der weltweite MRO-Markt hat 2025 nach Branchenanalysen ein Rekordvolumen von rund 136 Milliarden US-Dollar erreicht, und Triebwerke stehen 2026 für mehr als die Hälfte des kommerziellen Aftermarkets. Die Shops arbeiten am Kapazitätslimit – jede Minute Rüstzeit und jede zusätzliche Aufspannung skaliert mit jedem Shop Visit.
Anforderungen: Was die Luftfahrt an die Kennzeichnung stellt
- Kennzeichnungspflicht: Luftfahrtbehörden verlangen die dauerhafte Identifikation von Triebwerksteilen (in den USA z. B. 14 CFR Part 45). Bei lebensdauerbegrenzten Teilen muss die Historie lückenlos bis zur Herstellung rückverfolgbar sein.
- Codequalität: Data-Matrix-Codes für Direct Part Marking werden nach SAE AS9132 bewertet. Verzerrung, Kontrast und Zellgeometrie hängen direkt davon ab, wie exakt das Bauteil unter dem Laser liegt.
- Beanspruchungsarme Zonen: Beschriftet werden darf nur in definierten, niedrig belasteten Bereichen – bei Schaufeln typischerweise am Fuß. Die Position der Beschriftung ist eng toleriert.
- Bauteilschonung: Schaufelblatt, Kanten und Beschichtungen dürfen beim Greifen und Fixieren nicht beschädigt werden – Druckstellen sind an einem flugkritischen Bauteil keine Option.
Kurz: Die Beschriftung selbst dauert Sekunden. Der Aufwand steckt darin, jede Schaufel – neu oder gebraucht – wiederholgenau und schonend in Position zu bringen. Und zwar zweimal, wenn beide Seiten beschriftet werden.
Klassischer Ansatz: ein Nest pro Schaufeltyp – und eine zweite Aufspannung fürs Wenden
In vielen Beschriftungszellen sieht der etablierte Weg so aus: Für jede Schaufelvariante existiert eine bauteilspezifische Aufnahme, in die das Teil eingelegt wird. Muss die Rückseite beschriftet werden, wird die Schaufel entnommen, gewendet und neu ausgerichtet – oder es existiert eine zweite, gespiegelte Aufnahme. Bei hoher Variantenvielfalt entstehen daraus bekannte Probleme:
- Vorrichtungsbestand: Pro Variante ein Nest, bei beidseitiger Beschriftung oft zwei – multipliziert über das gesamte Schaufelportfolio.
- Rüstzeiten: Jeder Typwechsel kostet Minuten. In MRO-Betrieben mit maximal gemischtem Teilespektrum passiert das mehrfach täglich.
- Die zweite Aufspannung als Fehlerquelle: Jedes Umspannen bedeutet erneutes Ausrichten, eine neue Fokuslage und ein neues Risiko für Positionsabweichungen und Code-Qualität.
- Gebrauchte Geometrien: Überholte Schaufeln liegen in Neuteil-Nestern nicht mehr sauber – es wird unterlegt, nachjustiert, improvisiert.
- Neue Varianten: Jeder neue Schaufeltyp löst Konstruktion, Fertigung und Erprobung neuer Aufnahmen aus – mit Lead Times von Wochen.
Lösung: Der Roboter greift, hält und wendet – MATRIX FlexCLAMP als adaptive Schaufelaufnahme
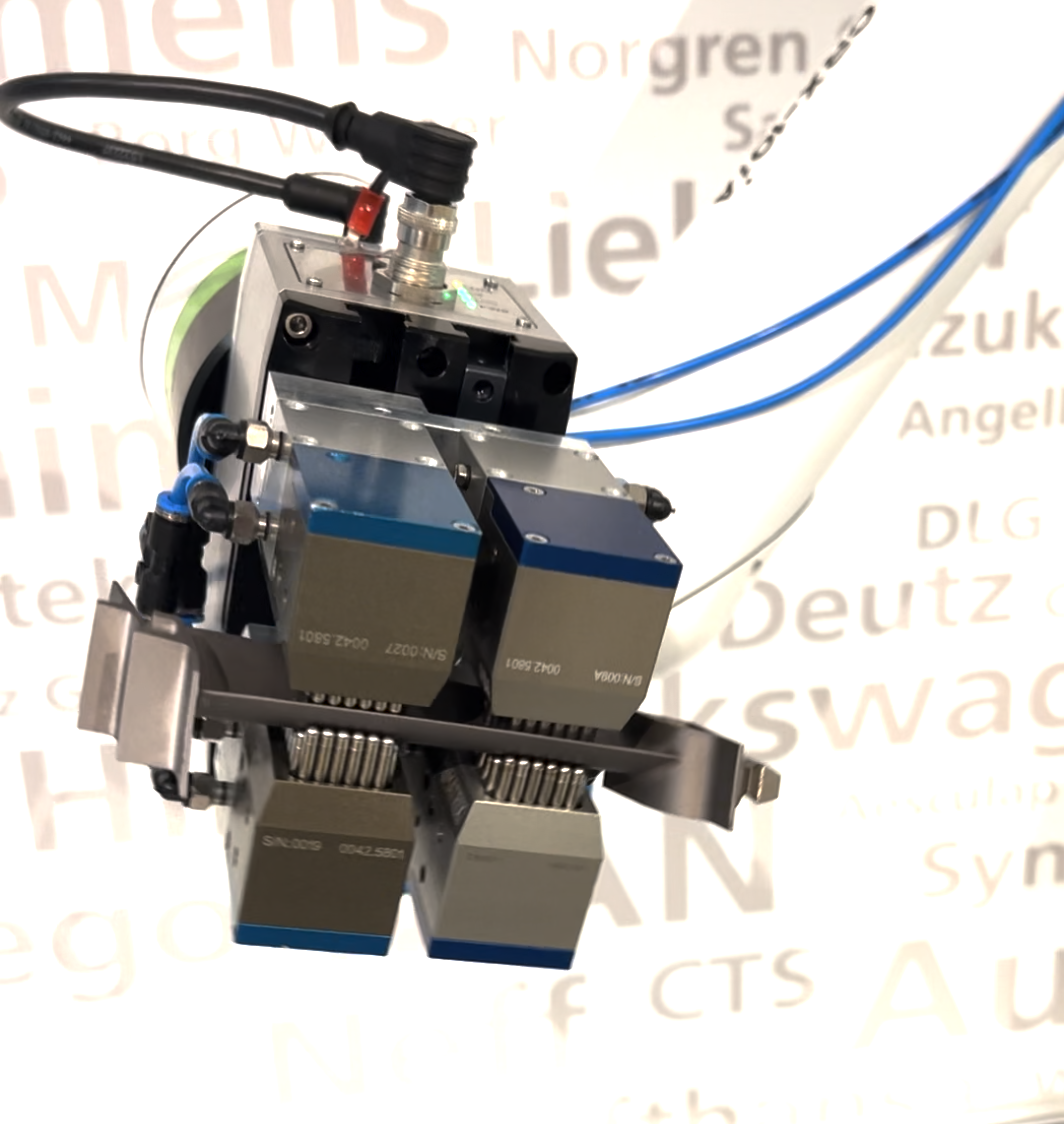
Der Ansatz dreht die Logik um: Statt die Schaufel für jede Seite in ein passendes Nest zu legen, wird der Greifer selbst zur Vorrichtung. Ein Roboter nimmt die Schaufel mit dem MATRIX FlexCLAMP auf und hält sie in definierter Lage direkt im Arbeitsfeld des Lasers – erst mit der einen, dann mit der anderen Seite.
Das FlexCLAMP-System besteht aus einer Vielzahl gefederter MATRIX-Pins, die sich beim Schließen des Greifers an die reale Kontur des Schaufelblatts anlegen und eine Negativform der Geometrie bilden. Anschließend werden die Pins pneumatisch geklemmt: Die Form ist gespeichert, die Greifkraft wird flächig übertragen. Eine drucklose Verriegelung hält die Fixierung auch bei Druckluftausfall – ein relevantes Sicherheitsmerkmal, wenn ein Roboter ein flugkritisches Bauteil über einer Laserstation bewegt. Die integrierte Sensorik überwacht den Greifstatus und erkennt Abweichungen, bevor sie zum Prozessabbruch führen.
Der Ablauf in fünf Schritten
- Greifen: Der Roboter entnimmt die Schaufel aus Tray oder Warenträger. Die Pins formen sich an die reale Geometrie an – unabhängig davon, welcher Schaufeltyp gerade kommt – und werden verriegelt.
- Positionieren: Der Roboter hält die Schaufel in definierter, wiederholgenauer Lage unter dem Laser. Fokuslage und Beschriftungsbereich stimmen – ohne Nest, ohne Ausrichten von Hand.
- Seite 1 beschriften: Teilenummer, Seriennummer, Data-Matrix-Code – der Laser arbeitet, während der Greifer die Position stabil hält.
- Drehen statt Umspannen: Weil der Greifer am Schaufelblatt anformt, bleiben beide Seiten des Fußes frei zugänglich. Für die zweite Seite dreht der Roboter die Schaufel im Griff in die neue Beschriftungslage – die Referenz bleibt erhalten, keine zweite Aufnahme, kein erneutes Ausrichten.
- Ablegen und weiter: Die Schaufel wird abgelegt, die Klemmung gelöst – und der Greifer formt sich an die nächste Schaufel an. Auch wenn es ein völlig anderer Typ ist: Rüstzeit null.
Warum das gerade mit überholten Schaufeln funktioniert
Der entscheidende Unterschied zu starren Aufnahmen: Die Pins bilden die reale Geometrie ab – nicht die ideale CAD-Kontur. Eine Schaufel, die nach Blending, Nacharbeit und Neubeschichtung von der Nennform abweicht, wird genauso sicher gegriffen wie ein Neuteil. Die flächige Kraftverteilung über viele Pins schont dabei Kanten, polierte Flächen und Beschichtungen – statt punktueller Lastspitzen wie bei klassischen Greiferbacken.
Für die Praxis heißt das: Neuteile und Überholungsteile laufen über dieselbe Zelle, im selben Prozess, mit demselben Greifer.
Wiederholgenauigkeit zahlt direkt auf die Codequalität ein
Die stabile, reproduzierbare Lage wirkt unmittelbar auf die Beschriftungsqualität: konstante Fokuslage, unverzerrte Data-Matrix-Zellen, Beschriftung zuverlässig in der freigegebenen Zone. Das reduziert Nacharbeit und Lesefehler in allen nachgelagerten Prozessen – von der Endkontrolle bis zum nächsten Shop Visit.
Ergänzung: FLEXSTATION und X-SUPPORT für stationäre Beschriftungsaufnahmen
Nicht jede Beschriftungsaufgabe braucht einen Roboter. Wo Schaufeln stationär beschriftet oder vermessen werden, ergänzen zwei weitere MATRIX-Systeme das Bild:
- FLEXSTATION: Die CAD-gesteuerte Plattform erstellt aus den 3D-Daten (STEP, IGES, DXF) in rund 15 Minuten eine konturangepasste, programmierbare Aufnahme – etwa für Beschriftungs- oder Messstationen mit wechselnden Schaufeltypen. Ein US-amerikanischer Luftfahrtkunde ersetzt damit 240 gefräste Vorrichtungen für 120 Bauteile durch zwei programmierbare MATRIX-Paletten.
- X-SUPPORT: Der manuelle Einstieg für Arbeitsplätze mit hoher Variantenvielfalt – flexible Pin-Auflage statt bauteilspezifischer Nester, ohne Automatisierungsaufwand.
Wie sich Turbinenschaufeln mit FlexCLAMP und FLEXSTATION im Messprozess spannen lassen, haben wir in einem separaten Beitrag beschrieben.
Business Case: Was eine adaptive Beschriftungszelle einspart
Für einen Schaufelfertiger oder MRO-Betrieb mit rund 200 aktiven Schaufelvarianten und beidseitiger Beschriftung lässt sich der wirtschaftliche Effekt konservativ abschätzen. Die Annahmen: 10–20 Variantenwechsel pro Tag, 220 Produktionstage, eine bestehende Landschaft bauteilspezifischer Beschriftungsnester.
- Wegfall bauteilspezifischer Beschriftungsnester (200 Varianten × ca. 800–1.500 €, bei beidseitiger Beschriftung oft doppelt): ca. 30.000–60.000 € (verteilt über mehrere Jahre)
- Reduzierte Rüstzeiten (2–4 Min. × 10–20 Wechsel/Tag × 220 Tage): ca. 15.000–45.000 €
- Wegfall der zweiten Aufspannung (Handling- und Taktzeitgewinn je Schaufel): ca. 10.000–20.000 €
- Weniger Ausschuss und Nacharbeit durch Fehllagen und Code-Verzerrung: ca. 10.000–20.000 €
- Reduzierter Engineering-Aufwand für neue Schaufelvarianten: ca. 15.000–30.000 €
→ Geschätzte Gesamtersparnis pro Zelle und Jahr: 60.000–120.000 €
Hinweis: Die Werte basieren auf konservativen Annahmen für eine Beschriftungszelle. Bei mehreren Zellen, größerem Schaufelportfolio oder gemischten Neu-/Überholungslinien skaliert der Effekt entsprechend. Der strategische Hebel – neue Schaufeltypen ohne Vorrichtungsvorlauf in die Zelle zu bringen – kommt hinzu.
Warum jetzt der richtige Moment ist
- Der MRO-Supercycle läuft. Rekordvolumen im Aftermarket, Triebwerke als größter Block, Shops am Kapazitätslimit: Durchsatz pro Zelle ist der Hebel – und Rüstzeit sein größter Gegner.
- Traceability wird maschinenlesbar. Direct Part Marking mit Data-Matrix-Codes setzt sich über den gesamten Lebenszyklus durch – mehr Beschriftungsumfänge, engere Qualitätsanforderungen nach AS9132.
- Fachkräftemangel trifft Handarbeit. Manuelles Einlegen, Wenden und Ausrichten bindet genau die Mitarbeiter, die in Prüfung und Reparatur fehlen.
Fazit: Der Greifer wird zur Vorrichtung – für neue und gebrauchte Schaufeln
Die beidseitige Laserbeschriftung von Turbinenschaufeln zeigt exemplarisch, wo Automatisierung in der Luftfahrtfertigung heute hakt: nicht am Laser, nicht am Roboter – sondern an der Frage, wie tausende unterschiedliche und teils verschlissene Geometrien wiederholgenau gehalten werden. Ein adaptiver FlexCLAMP-Greifer beantwortet sie strukturell: Er formt sich an jede Schaufel an, hält sie prozesssicher unter dem Laser, wendet sie ohne Umspannen und macht aus zwei Aufspannungen mit variantenspezifischen Nestern einen durchgängigen Roboterprozess mit Rüstzeit null.
Für Triebwerkshersteller, Schaufelfertiger und MRO-Betriebe heißt das: Neuteile und Überholungsteile, kleine und große Schaufeln, heutige und künftige Baureihen – eine Zelle, ein Greifer, ein Prozess.
Ihre Schaufeln, unsere Aufnahme
Wenn Sie Turbinenschaufeln beschriften – ob in der Neufertigung oder in der Überholung – sprechen Sie uns an. Anhand Ihrer CAD-Daten oder Musterbauteile beurteilen wir in der Regel innerhalb weniger Tage, welche FlexCLAMP-Konfiguration zu Ihren Geometrien passt und ob eine ergänzende FLEXSTATION-Aufnahme sinnvoll ist.

.svg)


.png "Footer Shadow")
