.svg)
.svg)

.png)
.png)

.svg)
.svg)
Adaptive Support in Battery Assembly – How MATRIX Modules Stabilize the Gap-Filler Process
Challenge: Thermal management in e-mobility
In electric mobility, thermal management is a decisive factor for the performance, lifetime and safety of high-voltage batteries. Power density and fast-charging capability are increasing, while cell temperatures must remain within a narrow operating window.
A key component in many battery packs is the thermal gap filler between the battery modules and the cooling plate:
- It closes air gaps between cells and the cooling system.
- It ensures a defined thermal interface to the cooling structure.
- It compensates for manufacturing tolerances and flatness deviations.
For the gap filler to function correctly, it must be applied uniformly and reproducibly - a major practical challenge.
The problem: Pressing battery modules onto the cooling plate
In many battery packs, a thin-walled cooling plate sits beneath the modules. This cooling plate introduces several challenges to the pressing process:
- It is large in area but relatively thin → prone to deflection.
- It exhibits manufacturing and assembly tolerances (flatness, distortion).
- It must simultaneously act as a precise reference surface for the modules.
In a typical process, the gap filler is dispensed onto the cooling plate or the underside of the module. The battery modules are then placed with a defined force and pressed so the material can spread into all gaps.
Without intelligent support, this process introduces risks:
- The cooling plate deflects locally when pressing forces are applied.
- The gap filler does not distribute evenly.
- Air pockets or locally thick layers form.
- Thermal resistance varies across the surface - affecting cell temperatures and aging.
Additional material usage due to overfilling
To compensate for unevenness in conventional setups, the gap filler is often dispensed with a 20-30% safety overfill. Since gap filler is one of the most expensive materials in the battery pack (typically €60-80 per liter), this results in an additional €25-40 per battery pack. On medium-sized production lines, this quickly accumulates:
→ €6,000-€10,000 in unnecessary gap-filler costs per production day (conservatively estimated).
The larger the modules and the higher the pressing forces, the more critical the mechanical stability of the cooling plate becomes.
Conventional approaches: Rigid supports and their limitations
Traditionally, manufacturers attempt to support the cooling plate using rigid fixtures or large-area base plates. In practice, this leads to several issues:
- The cooling plate only rests correctly at a few points - tolerances remain unaddressed.
- Different geometries (e.g., varying plate lengths or cutouts) require separate fixtures.
- Any change to the cooling-plate geometry requires mechanical modifications to the support fixture.
- Pressing forces do not distribute optimally, causing local overloads and non-uniform gap-filler layers.
At the same time, product variety is increasing: different battery sizes, platforms and cooling concepts must often be assembled on the same line. For manufacturing, this means: more geometries, less time for changeovers.
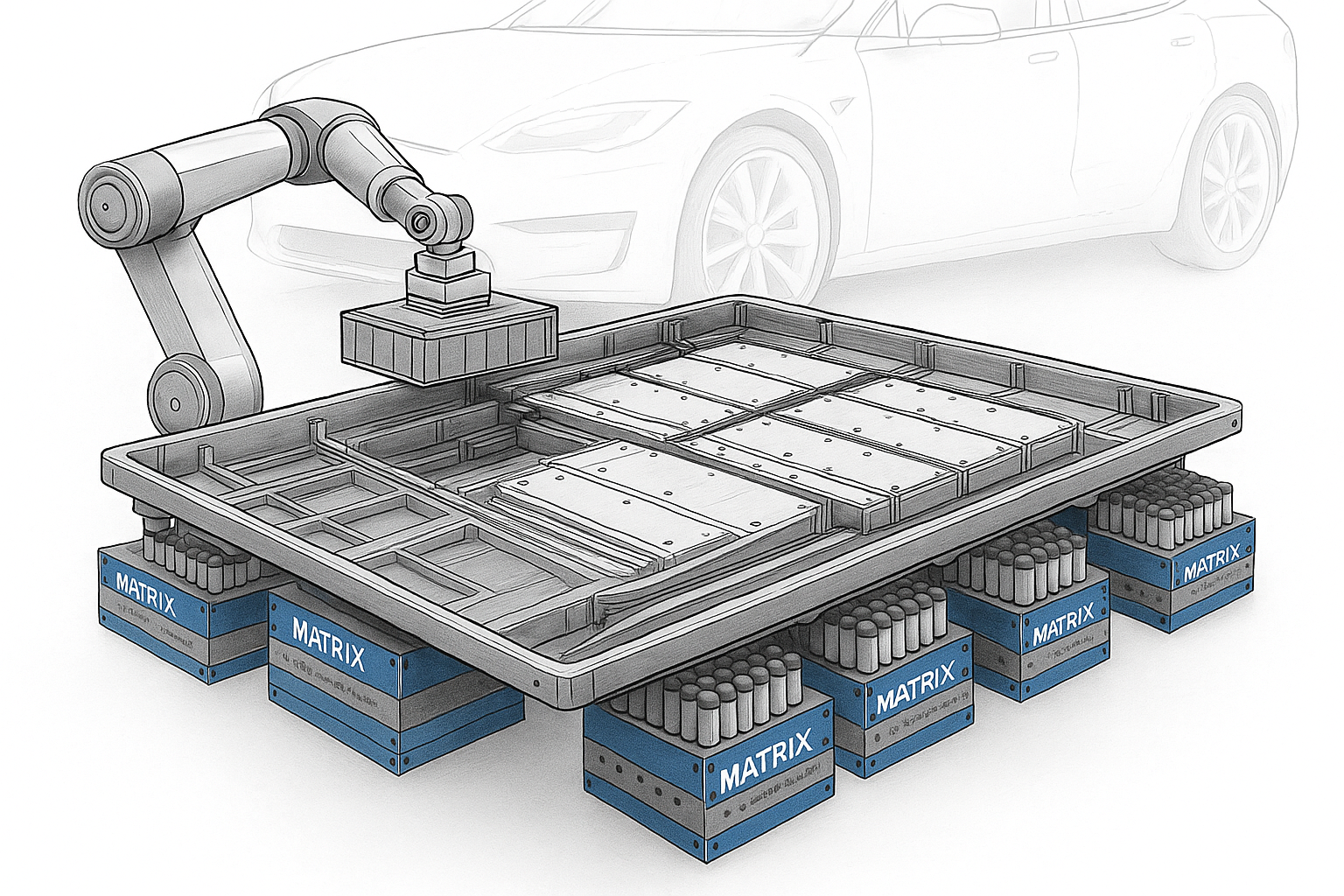
A new approach: Adaptive support using MATRIX Modules
This is where MATRIX Modules come into play. Instead of supporting the cooling plate on a rigid surface, it rests on a flexible, shape-adaptive module platform.
The idea:
- Beneath the cooling plate is a platform of MATRIX Modules forming a continuous support surface.
- Each module contains a field of adjustable pins that adapt to the actual contour of the cooling plate.
- Tolerances and distortions of the cooling structure are mechanically compensated before pressing forces are applied.
This means the thin-walled cooling plate is supported across its entire area - even if it is not perfectly flat. When the battery modules are pressed onto the gap filler, the plate remains stable and the material distributes evenly.
Process overview: Gap filler, cooling plate, pressing
The assembly process can be simplified into three steps:
- Positioning the cooling plate
The cooling plate is placed on the MATRIX module platform. The pins adapt to its contour and are fixed in place. - Applying the gap filler
The thermal gap filler is dispensed onto the cooling plate or module underside. Viscosity and dispensing strategy are tuned for the subsequent pressing step. - Pressing the modules
Modules are pressed with a defined force. The MATRIX platform absorbs the reaction forces and ensures the gap filler spreads uniformly across the entire contact area.
Key point:
The support follows the real geometry of the cooling plate - not the ideal CAD model. This allows the system to compensate for tolerances from upstream and downstream processes (e.g., welding, brazing, forming).
Handling geometry variants - one setup for multiple battery types
In practice, several cooling-plate and module variants are often processed on the same line. Different lengths, cutouts or fastening points change how the plate is loaded.
In conventional systems, this requires:
- A dedicated fixture per geometry
- Significant changeover effort
- High investments and storage space for multiple fixtures
MATRIX Modules enable a different approach:
- One module platform supports multiple plate geometries.
- Support profiles adapt per product.
- One customer, for example, uses the same station for four different cooling-plate geometries without modifying the base setup.
This results in variant-flexible assembly stations that grow with the product family, instead of requiring new tooling for every geometry.
Quality and process advantages in battery manufacturing
Adaptive support provides several direct benefits:
- Homogeneous gap-filler layer
Full-surface support ensures consistent layer thickness, reducing thermal hotspots and improving heat transfer. - Less rework and scrap
Non-uniform layers normally require re-pressing or lead to scrap. The stabilized plate and repeatable pressing conditions improve first-pass yield. - Reduced mechanical stress
Local overloads on the plate or modules are avoided because counterforces are introduced evenly via the MATRIX platform. - Stable process at increasing volumes
High-throughput automated lines require pressing processes that tolerate geometric variation. The pins establish a consistent mechanical reference that compensates for such variations.
Integration into existing lines and new concepts
The MATRIX module platform can be integrated into existing production systems or planned into new battery-pack lines from the outset.
- Mechanical integration
Modules are installed beneath the cooling plate in stations such as lift units or pressing systems. Their modular design adapts to different pack sizes and layouts. - Process integration
Control commands can be tied into existing PLC logic. Pins adjust automatically for each product variant - no mechanical retooling needed. - Scalability
From small production volumes to high-volume lines, the concept scales easily. Module count and arrangement are adjusted to the required support area.

Economic benefits: less hardware, more flexibility
Beyond technical advantages, clear economic benefits arise:
- Reduced fixture variety
One adaptive module platform replaces multiple rigid fixtures - lowering investment and engineering effort. - Shorter changeovers
Product changes are handled through recipes, not mechanical retooling - increasing line availability. - Minimized floor-space requirements
Since multiple fixtures are no longer needed, storage and logistics footprints shrink. - Future-proofing for design updates
New battery or cooling-plate variants can often be supported on the same platform - protecting long-term investment.
Reduced gap-filler consumption (annual savings)
Because MATRIX Modules support the cooling plate across its entire area without deflection, the usual safety overfill becomes unnecessary. This reduces material consumption by €25-40 per battery pack, depending on pack size and material viscosity. Scaled over a year - at 220-250 production days - this yields savings of:
→ €1.5 to €2.5 million per line per year
Conclusion: Adaptive support as a key enabler in battery-pack assembly
Thermal gap filler is now a standard element in EV thermal management. However, performance depends not only on material selection, but on how uniformly and reproducibly it is applied.
The combination of thin-walled cooling plates, high pressing forces and increasing variant diversity pushes conventional rigid fixtures to their limits.
Adaptive support systems such as MATRIX Modules close this gap:
- They stabilize the cooling plate during pressing,
- Ensure uniform gap-filler distribution,
- And make assembly stations variant-flexible for current and future platforms.
Thus, the often overlooked support beneath the cooling plate becomes a critical lever for quality, OEE and investment security in battery manufacturing.

.svg)


.png "Footer Shadow")
